




焊接螺旋風管需要注意的問題:
焊前準備
(1)根據板厚形式,采用機械加工、等離子孤切割或碳弧氣刨等方法下料加工坡口,為了避免飛濺金屬損傷,在使用碳弧氣刨和開坡口和手工電弧焊接時,應在坡口兩側涂上石灰粉。
(2)坡口形式宜采用V 形坡口,要采用較小的焊接電流,這樣可以防止不銹鋼產生晶間腐蝕。
(3)為了滿足接頭具有相同的性能,應遵循“等成分”原則來選擇焊接材料,同時要注意接頭中的鐵素體不能太多,安徽螺旋風管,這樣是為了增強接頭抗熱裂紋和晶間腐蝕能力。
(4)應采用嚴格的定位焊,螺旋風管生產廠家,遵循“短而厚”、“點焊不焊透”的原則。








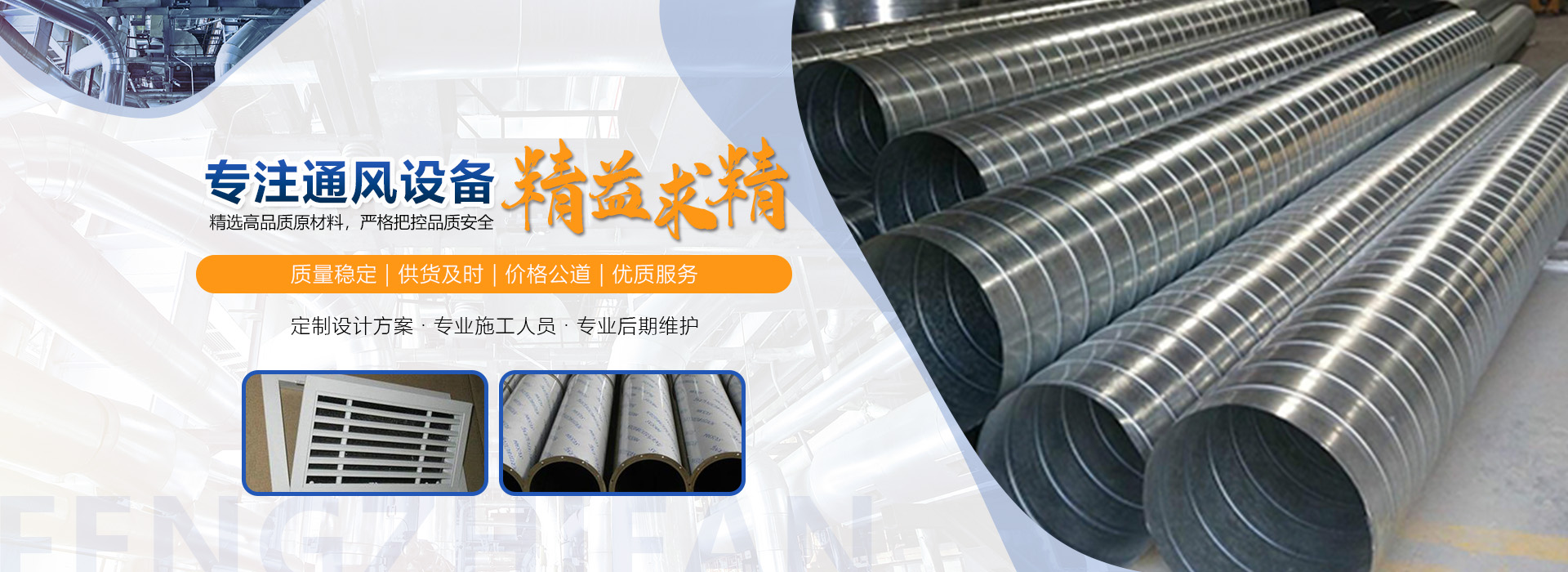
常見螺旋風管系統的重要特點
a)氣密性;
b)具有較強的防腐防銹能力。
C)保溫效果好;
d)管沖壓成型,外形美觀,風阻小,密封效果好。
E)有固定的密封墊片,安裝不打滑,不脫落。
F)連接,除塵螺旋風管,可以安裝方便簡單,效率高,易維護,管材和管件的交替使用,節省了安裝和維護成本。
總結下來,螺旋風管加工,螺旋風管的好處還是很多,有意向可以聯系

螺旋風管的長度可以根據用戶的需要設定,減少風管的連接,減少泄漏點。而且螺旋風管可以采用無法蘭連接,這樣泄漏量更少,泄漏量的減少使日常運行費用和能源消耗降低。螺旋風管的接縫是周向的,接縫的強度比徑向的直縫強度要高許多,所以螺旋風管能保證在1.5倍工作壓力下接縫處無裂開,而且由于螺旋風管的強度高,所以規范還規定螺旋風管的板材厚度可以比一般的圓形風管適當減少10%~15%,同時螺旋風管的支、吊架間距也可以比一般風管的距離長。


 在線客服
在線客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


